
一、溅渣护炉的基本原理
就是利用高MgO含量的转炉炉渣,用高压氮气喷吹到转炉炉衬上进而凝固到炉衬上,减缓炉衬砖的侵蚀速度,从而提高转炉炉龄。喷渣补炉是LTV公司印第安纳港厂于1991年开发的补炉方法。自从在BOF转炉实施喷渣补炉以来,实现了在低喷补炉衬消耗下逐渐提高炉龄的效果,并产生了三个连续的世界炉衬使用的寿命,同时也突破了19000炉次的惊人纪录,该厂从1984年到1994年已将每年生产中断时间缩短68 天。
 二、溅渣工艺
二、溅渣工艺
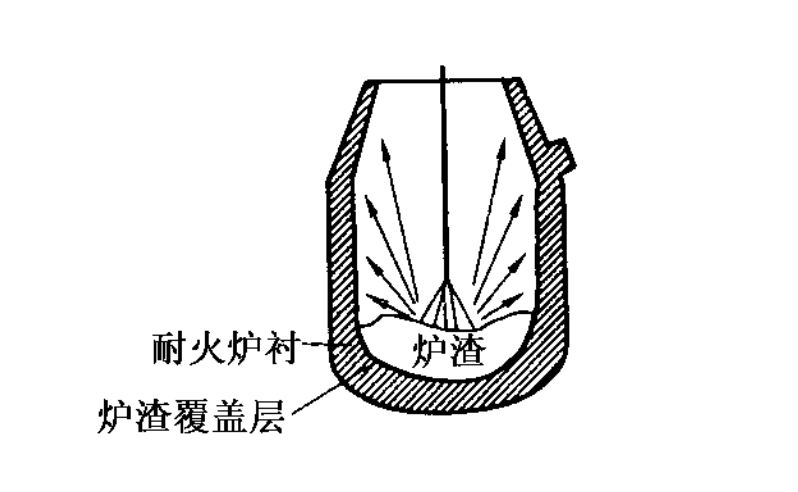
在采用溅渣护炉技术之前,必须添置溅渣的辅助设备以及同吹氧同样距离的高速氮气管道系统。设备装好后,通常在每出一次钢后就进行一次溅渣处理。溅渣时也用氧枪,将氧枪伸入到炉内,以高流速向熔渣吹氮气。较高的动量使渣液喷射到炉壁上,在炉子内壁上冷却、固化及形成可消耗性耐火材料涂层。也可以在炉内有钢水时进行溅渣使炉衬上部先溅上渣层,但在进行该种操作时,喷枪易结渣壳,炉衬上渣层不易粘接,容易冲洗掉,这些问题的存在使该操作难以进行。尽管大多数溅渣操作都是用顶吹喷枪进行的,但至少有一个BOF炉是通过设于炉子迎钢侧的风口喷射氮气对其耳轴部位进行溅渣的,在大多数情况下,溅渣技术均能大幅度减少喷补炉衬的时间和喷补料消耗。
三、溅渣操作程序
(1)转炉出钢后,炉内只剩有熔渣。
(2)可加入MgO、白云石、石灰石或碎砖冷却熔渣,降低其流动性,改善其粘接性。有
时候摇动炉体,使迎钢侧与出钢侧涂渣。
(3)将氧枪伸入炉内,吹氮数分钟。有一些钢厂使用备用喷枪,以尽量使原用氧枪结渣壳减少。喷氮气时间从溅涂极薄一层所需1min,到溅涂一厚层的 6min,但通常操作3-4min。
(4)喷氮过程中,喷枪可以升降,氮气流量可以调整,以便溅涂整个炉衬或个别部位。通常,较高的氮气流速和较低的喷枪高度有利于炉衬上部溅涂,较低的流速和较高的喷枪高度有助于炉底部位溅涂。
(5)吹氮完成后,提出喷枪,倒出炉内剩余熔渣。



